

Custom NPK Compound Fertilizer Granulator for High-Yield Commercial Production
Published on: 2026-07-17In the global agricultural market, delivering precise, balanced plant nutrition is key to maximizing crop yields. Raw chemical powders containing Nitrogen (N), Phosphorus (P), and Potassium (K) are highly hygroscopic, prone to severe caking, and difficult to apply evenly in the field.
To overcome these challenges, commercial chemical blenders and mineral processing factories rely on a heavy-duty NPK compound fertilizer granulator. As a leading industrial machinery manufacturer, we design and build advanced extrusion and rotary wet granulation systems that consolidate dry chemical powders into durable, dust-free, and highly soluble nutrient spheres.
Technical Configurations of Our NPK Granulator Series
Every chemical blending facility operates with unique moisture profiles, raw material characteristics, and output targets. To accommodate these diverse manufacturing needs, our equipment portfolio features two primary industrial granulation configurations:
1. Double Roller Extrusion Granulator (Dry Compaction)
For plants processing heat-sensitive or highly water-soluble chemical blends, dry compaction is the ideal method. Our double roller extrusion granulator utilizes high-pressure mechanical force to squeeze dry NPK powders between two counter-rotating, heavy-duty alloy rollers.
Zero Moisture Added: This system requires absolutely no water-misting or chemical binders.
Low Energy Footprint: Because the granules are formed dry, the line completely bypasses the high-energy rotary drying and cooling phases, drastically reducing factory utility costs.

2. Rotary Drum NPK Granulator (Wet Granulation)
For high-capacity, heavy-duty industrial plants (5–20 TPH), our rotary drum granulator is the industry standard. This wet-type granulation cylinder uses a continuous rolling motion.
Steam & Liquid Injection: A customized internal spray manifold introduces steam or atomized water to slightly dampen the moving chemical bed, causing the particles to naturally aggregate into dense, highly polished spheres.
Exceptional Hardness: The resulting granules feature superior crush strength, preventing product degradation during maritime shipping and long-term storage.

High-Performance Applications in Chemical & Mineral Processing
Our NPK compound fertilizer granulator is engineered to process a wide variety of commercial formulas and raw ingredients without material build-up or mechanical stalling:
Inorganic Chemical Blends: Efficiently pelletizes mixtures of Urea, Ammonium Sulfate, Monoammonium Phosphate (MAP), Diammonium Phosphate (DAP), and Potassium Chloride (MOP).
Mineral and Clay Fillers: Processes supplemental soil conditioners like bentonite, gypsum, zeolite, and calcium carbonate to adjust nutrient release rates.
Multi-Nutrient Trace Elements: Easily integrates micronutrients (zinc, boron, iron, manganese) into the primary NPK matrix for comprehensive crop nutrition.
Global Customer Case Study: 5 TPH NPK Production Line Upgrad
The Challenge: High Dust and Severe Caking
An industrial agricultural cooperative operating a chemical blending facility was struggling with severe dust pollution and product caking on their packaging line. Their old pan granulator system required extensive manual moisture adjustments, resulting in irregular pellet sizes (ranging from 1mm to over 6mm) and high rates of material recycling, which limited their net throughput to just 2 TPH.
The Engineered Solution
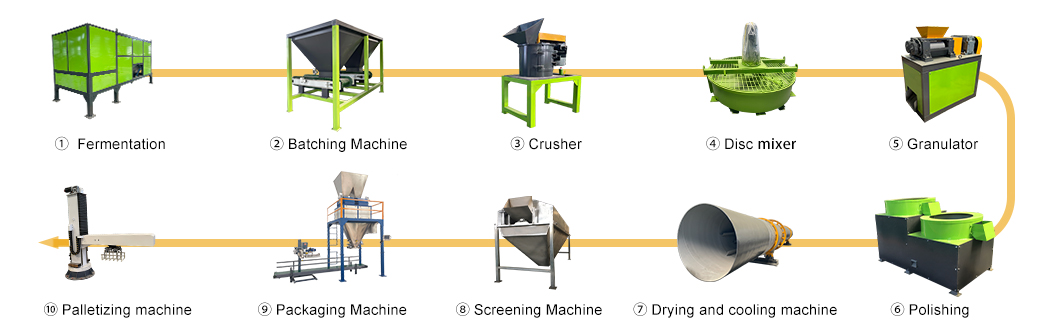
Our technical department designed a fully synchronized, turnkey 5 TPH NPK compound fertilizer granulator line tailored to their precise factory footprint. The upgraded system includes:
A Dual-Shaft Continuous Mixer to ensure perfect, automated batching of Urea, MAP, and Potassium Chloride.
Our high-efficiency Double Roller Compactor Unit to eliminate the need for water injection.
A Rotary Grading Sieve to isolate premium 2–4mm granules, returning undersized particles instantly to the hopper.
An end-of-line semi-automatic ton-bag packaging machine to automate their wholesale logistics.
The Results
Capacity Increase: Production expanded from 2 TPH to a stable 5 TPH.
High Uniformity: Over 93% of the extruded granules achieved a perfect 3mm specification on the first pass.
Labor Savings: By integrating the automated bulk packing scale, the plant reduced manual packaging labor by 60%, while entirely eliminating dust emissions on the packaging floor.
Integrated Downstream Packaging for Industrial Warehouses
To prevent final product accumulation from bottlenecking your high-output granulator, our complete plant setups integrate seamlessly with robust downstream handling systems.
Automated Bulk Bagging Systems
For agricultural wholesale distribution, our lines feature an integrated semi-automatic ton-bag packaging machine. This system allows a single operator to quickly secure large bulk bags (FIBCs) onto pneumatic hooks. The automated scale performs precise, weight-controlled filling and cuts off material flow instantly once the 1-ton target is met, protecting your warehouse floor space and streamlining shipping logistics.
Design Your Turnkey NPK Granulation Plant
Are you upgrading an existing dry-blending pad or planning to construct a brand-new, high-capacity chemical granulation facility? Our experienced engineering team designs and manufactures complete, synchronized turnkey fertilizer production lines tailored to your target chemical formulas, hourly throughput, and capital investment limits.
Related Content
- Custom NPK Compound Fertilizer Granulator for High-Yield Commercial Production
- High Output Disc Granulator NPK Compound Fertilizer Line
- Budget and production capacity of NPK compound fertilizer granulators
- Guide to Choosing the Perfect Compound Fertilizer Production Line
- SSP vs. NPK Production Line: Granulation & Formulation Explained
- NPK Organic Compound Granule Fertilizer Production Process Machinery
- How fertilizer are made
- Advanced Pelletization Technology Advances Agriculture
Latest News
- Custom NPK Compound Fertilizer Granulator for High-Yield Commercial Production
- Industrial Cow Dung Compost Machine | Commercial Manure Turner Price
- One Stop Service Complete Organic Fertilizer Plant Equipment for Newly Built Factory
- One Stop Service Complete Cat Litter Plant Equipment for Newly Built Factory
- Continuous Working Cat Litter Drying Production Line Connected with Granulator
- Intelligent Control Full Automatic Cat Litter Production Line Less Manual Operation
- Full Turnkey Complete Bentonite Cat Litter Plant for Whole Factory Construction
- Bentonite Pellet Granulator for Bentonite Cat Litter Production