

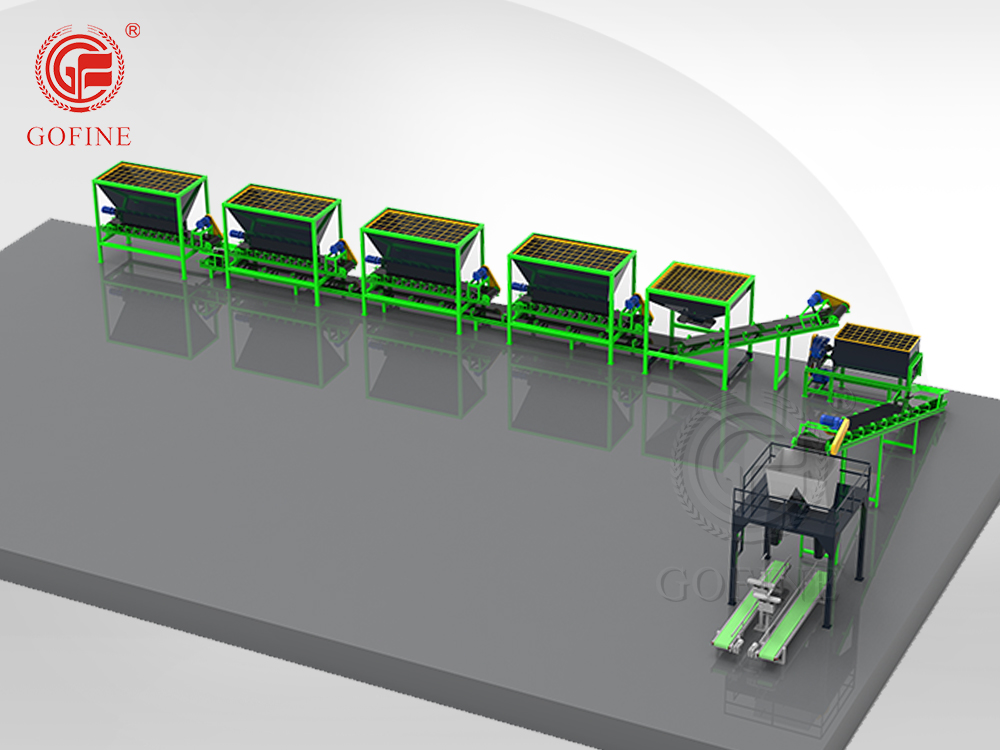
Commercial Organic Fertilizer Manufacturing Line for Organic Waste Recycling
Published on: 2026-04-22With the global emphasis on environmental protection and the rapid development of green agriculture, the recycling of organic waste has become a key focus of industries and governments. Commercial organic fertilizer manufacturing line, as a core organic waste recycling equipment, not only solves the problem of organic waste pollution but also converts waste into high-value commercial organic fertilizer, creating dual benefits of environmental protection and economy. This article will comprehensively introduce the commercial organic fertilizer manufacturing line, including its core positioning, working principle, key equipment configuration, advantages in organic waste recycling, application scenarios, technical parameters, and purchase suggestions, helping you fully understand this high-value organic waste recycling equipment and provide professional reference for your industrial layout and equipment purchase.
What Is a Commercial Organic Fertilizer Manufacturing Line? Core Positioning & Value
A commercial organic fertilizer manufacturing line is a set of integrated, large-scale organic waste recycling equipment designed for industrialized, commercial production of organic fertilizer. It takes various organic wastes (such as livestock and poultry manure, crop straw, kitchen waste, sludge, wine lees, mushroom residue, etc.) as raw materials, and through a series of scientific processes, converts the waste into standardized, high-quality commercial organic fertilizer that meets market demand. Unlike small-scale household or experimental production equipment, this line focuses on high efficiency, large output, stable quality, and full automation, which is the core equipment to realize large-scale recycling of organic waste and commercialization of organic fertilizer production.
Its core value lies in "turning waste into treasure": on the one hand, it solves the environmental pollution problem caused by the random stacking, incineration or landfill of organic waste, which is in line with the global low-carbon and environmental protection development strategy; on the other hand, it converts low-value organic waste into high-value commercial organic fertilizer, which can be widely used in agriculture, horticulture, landscaping and other fields, promoting the sustainable development of the agricultural industry and bringing considerable economic benefits to enterprises. As a professional organic waste recycling equipment, it has become an indispensable core facility for farms, fertilizer factories, environmental protection enterprises and other institutions.

Working Principle of Commercial Organic Fertilizer Manufacturing Line: From Waste to Fertilizer
The commercial organic fertilizer manufacturing line realizes the recycling of organic waste through a scientific and systematic production process. Each link is closely connected, ensuring the efficiency of waste treatment and the quality of finished organic fertilizer. The entire working principle is based on the decomposition of organic matter by microorganisms and the optimization of physical and chemical properties, and the specific process is divided into the following six core links, which fully reflects the professional performance of organic waste recycling equipment:
1. Raw Material Collection & Pretreatment: Lay the Foundation for Recycling
The first step of organic waste recycling is raw material collection and pretreatment, which directly determines the efficiency of subsequent production and the quality of finished products. The commercial organic fertilizer manufacturing line can adapt to a variety of organic waste raw materials, and the pretreatment link mainly includes three key operations: impurity removal, crushing and moisture adjustment. First, the collected organic waste (such as livestock and poultry manure mixed with stones, plastic, and crop straw with large volume) is sent to a sorting machine to remove impurities, so as to avoid damaging the equipment and affecting the quality of organic fertilizer. Then, the raw materials are crushed into particles with uniform size (usually 3-5mm) by a crusher, which increases the contact area between organic matter and microorganisms and accelerates the fermentation process. Finally, the moisture content of the crushed raw materials is adjusted to 55%-65% by adding water or drying, which is the optimal moisture condition for the growth and reproduction of beneficial microorganisms, laying a solid foundation for subsequent fermentation.
A key advantage of this link is that it can realize the classification and treatment of different types of organic waste, whether it is high-moisture livestock and poultry manure or low-moisture crop straw, it can be adjusted to meet the production requirements, which reflects the strong adaptability of this organic waste recycling equipment.
2. Aerobic Fermentation: Core Link of Waste Decomposition
Aerobic fermentation is the core link of the commercial organic fertilizer manufacturing line, which is also the key to realizing the harmless and resourceful treatment of organic waste. The pretreated raw materials are sent to the fermentation tank, and an appropriate amount of fermentation bacteria is added. The fermentation tank is equipped with a professional aeration system and turning device, which can continuously supply oxygen to the raw materials and regularly turn the materials to ensure that the beneficial microorganisms in the raw materials can fully decompose the organic matter under aerobic conditions. The fermentation temperature is strictly controlled at 55-65℃, and the fermentation time is 7-15 days (adjustable according to the type of raw materials and production requirements).
During the fermentation process, beneficial microorganisms decompose the organic matter in the waste into nutrients such as humus, nitrogen, phosphorus, and potassium that can be absorbed by crops, while killing harmful bacteria, insect eggs, and weed seeds in the raw materials, realizing the harmless treatment of organic waste. It is worth noting that the commercial organic fertilizer manufacturing line adopts advanced fermentation technology, which can effectively control the odor generated during fermentation, and cooperate with the deodorization equipment to ensure that the production process meets the environmental protection standards, solving the problem of odor pollution in traditional organic waste treatment.
3. Crushing & Mixing: Improve the Uniformity of Fertilizer
After the fermentation is completed, the fermented material (also known as decomposed material) is sent to the crusher for secondary crushing to further refine the particle size, making the material more uniform. Then, it is sent to the mixer, and according to the market demand and product formula, an appropriate amount of auxiliary materials (such as nitrogen, phosphorus, potassium, trace elements, humic acid, etc.) are added to mix evenly. This link can not only improve the nutrient content of commercial organic fertilizer but also ensure that the nutrient distribution of each particle is uniform, meeting the different needs of various crops and improving the market competitiveness of the product.
For organic waste recycling equipment, this link is crucial to improving the added value of products. By reasonably matching auxiliary materials, the fermented organic waste can be converted into high-quality commercial organic fertilizer with balanced nutrients, rather than simple decomposed waste, which greatly improves the economic benefits of waste recycling.
4. Granulation: Realize Commercialization of Fertilizer
Granulation is the key link to convert the decomposed material into commercial organic fertilizer that is easy to store, transport and use. The commercial organic fertilizer manufacturing line is usually equipped with high-efficiency granulators (such as disc granulator, drum granulator, roller granulator, etc.), which can process the mixed material into granular organic fertilizer with uniform particle size, smooth surface and high hardness. The particle size can be adjusted according to customer needs, generally 2-5mm, which is in line with the use habits of market consumers.
Compared with powdery organic fertilizer, granular organic fertilizer has the advantages of no caking, easy measurement, convenient transportation and storage, and higher market acceptance. This link not only realizes the commercialization of organic waste recycling products but also improves the added value of the products, which is an important embodiment of the commercial value of this organic waste recycling equipment.
5. Drying & Cooling: Ensure the Stability of Finished Products
The granulated organic fertilizer contains a lot of moisture, which is easy to caking and mildew during storage. Therefore, drying and cooling are necessary links to ensure the stability of finished products. The commercial organic fertilizer manufacturing line adopts a high-efficiency rotary dryer, which uses heat recycling technology to dry the granulated fertilizer, reducing the moisture content to less than 15% (meeting the national commercial organic fertilizer storage standard). After drying, the fertilizer is sent to the cooler for rapid cooling, reducing the temperature of the finished product to room temperature, which not only improves the hardness of the particles but also avoids the caking caused by high temperature, ensuring the quality stability of the product during storage and transportation.
In this link, the organic waste recycling equipment fully considers the energy-saving and environmental protection needs, and the heat recycling technology can reduce energy consumption by 30% compared with the traditional drying method, which not only reduces the production cost but also conforms to the low-carbon development concept.
6. Screening & Packaging: Standardize Commercial Sales
The cooled granular organic fertilizer is sent to the screening machine for screening, and the unqualified particles (too large or too small) are screened out and sent back to the crusher for reprocessing, ensuring that the particle size of the finished product is uniform. The qualified particles are sent to the automatic packaging machine for quantitative packaging, and the packaging weight can be adjusted according to customer needs (25kg, 50kg, 1000kg, etc.). At the same time, the packaging machine can complete labeling, sealing and other operations, making the finished commercial organic fertilizer meet the standard of market sales.
This link realizes the standardization and commercialization of organic waste recycling products, making the products produced by the commercial organic fertilizer manufacturing line can be directly put on the market for sales, forming a complete industrial chain from organic waste recycling to commercial fertilizer sales.

Key Equipment Configuration of Commercial Organic Fertilizer Manufacturing Line
As a professional organic waste recycling equipment, the commercial organic fertilizer manufacturing line is composed of a variety of key equipment, each of which undertakes an important role in the production process. The rational configuration of equipment directly affects the production efficiency, product quality and operation cost of the whole line. The key equipment configuration is as follows:
1. Pretreatment Equipment
Sorting Machine: Used to remove impurities in organic waste, such as stones, metal, plastic, etc., to protect the subsequent equipment and ensure the quality of raw materials. It is available in different models according to the type and volume of raw materials, with high sorting efficiency and low error rate.
Crusher: Divided into hammer crusher and tooth crusher, used to crush organic waste into uniform particles. The crushing degree can be adjusted according to the production needs, which is suitable for different types of organic waste (such as crop straw, livestock and poultry manure, etc.).
Moisture Adjustment Machine: Used to adjust the moisture content of raw materials, adopt automatic spray and drying dual-mode, and accurately control the moisture content to 55%-65%, ensuring the smooth progress of the fermentation link.
2. Fermentation Equipment
Fermentation Tank: The core equipment of aerobic fermentation, divided into groove type, tank type and other types. It is equipped with aeration system, turning device and temperature control system, which can realize automatic control of fermentation temperature, oxygen content and other parameters



Related Content
- Disc Granulator vs. Roller Granulator: Selection Guide
- Compost Turner Machine Maintenance Guide: Preventive Steps & Equipment Care
- Chicken Manure to Fertilizer Process: Industrial Machinery & Equipment Guide
- Organic Fertilizer Production Line Cost Analysis: Equipment, Operational & ROI Breakdown
- Custom NPK Compound Fertilizer Granulator for High-Yield Commercial Production
- Industrial Cow Dung Compost Machine | Commercial Manure Turner Price
- One Stop Service Complete Organic Fertilizer Plant Equipment for Newly Built Factory
- Automatic Small Disc Granulator Organic Fertilizer Plant
Latest News
- Potash Fertilizer Granulation Solution: Compound Fertilizer Granulator Guide
- Disc Granulator vs. Roller Granulator: Selection Guide
- Compost Turner Machine Maintenance Guide: Preventive Steps & Equipment Care
- Chicken Manure to Fertilizer Process: Industrial Machinery & Equipment Guide
- Organic Fertilizer Production Line Cost Analysis: Equipment, Operational & ROI Breakdown
- Gofine Compost Turner Price Guide: Models, Factors & ROI
- Case Study: Deploying the Gofine Double Roller Granulator on an Industrial Production Line
- Custom NPK Compound Fertilizer Granulator for High-Yield Commercial Production